,甚至?xí)霈F(xiàn)刀具破損的情況。因此
,大后角并不適用于切削此類型的材料;
2)雖然使用大后角可減低后刀面的磨損
,但卻會加速刀刃的衰退。故此
,切削的切深會隨之而減低
,影響切削精度。為此
,技術(shù)人員需定時調(diào)較刀具的角度以保持切削的精度;
3)在切削高硬度的材料時
,如大后角過大,切削時所遇到的阻力會令前角因受到強(qiáng)大的壓縮力而出現(xiàn)缺損或破損
。
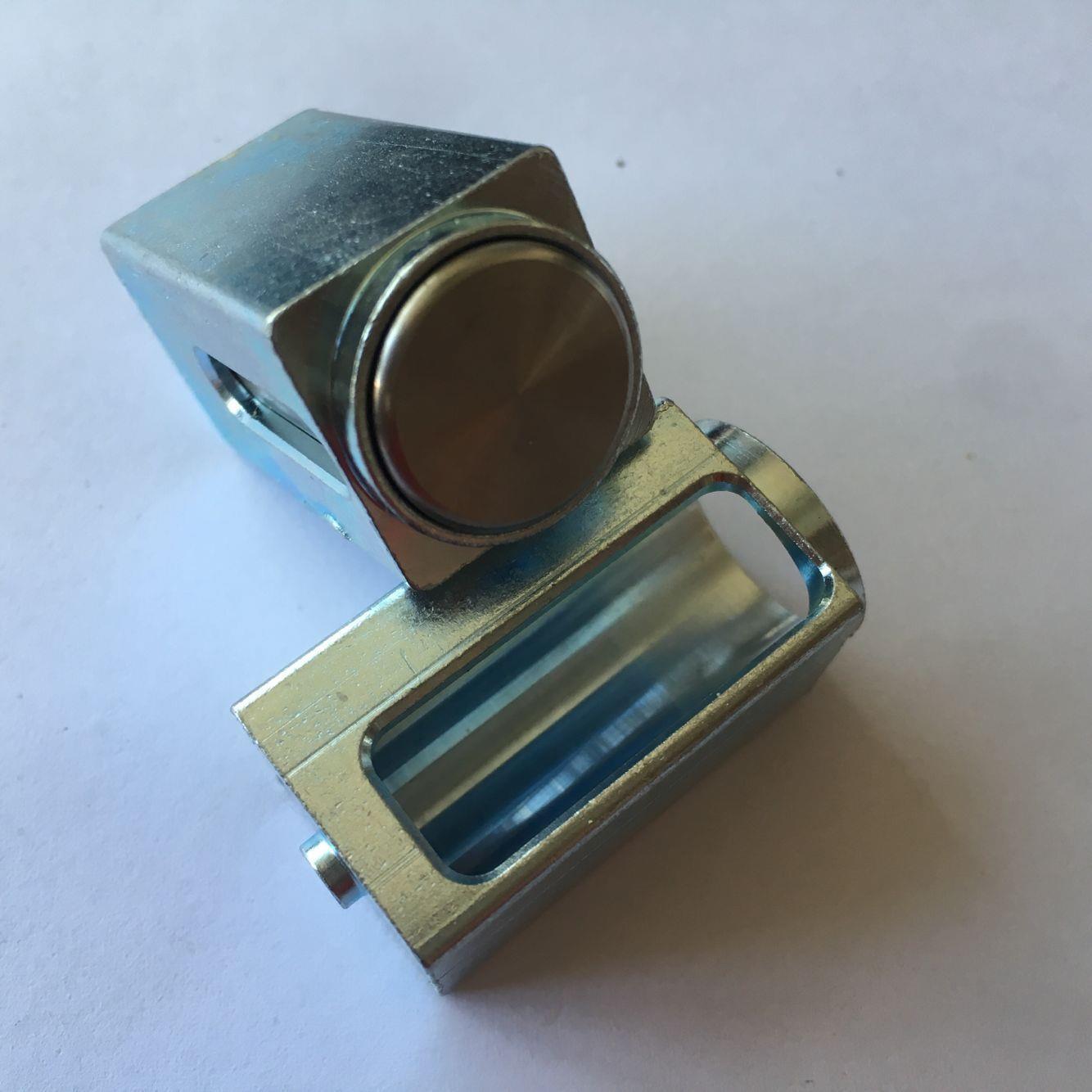
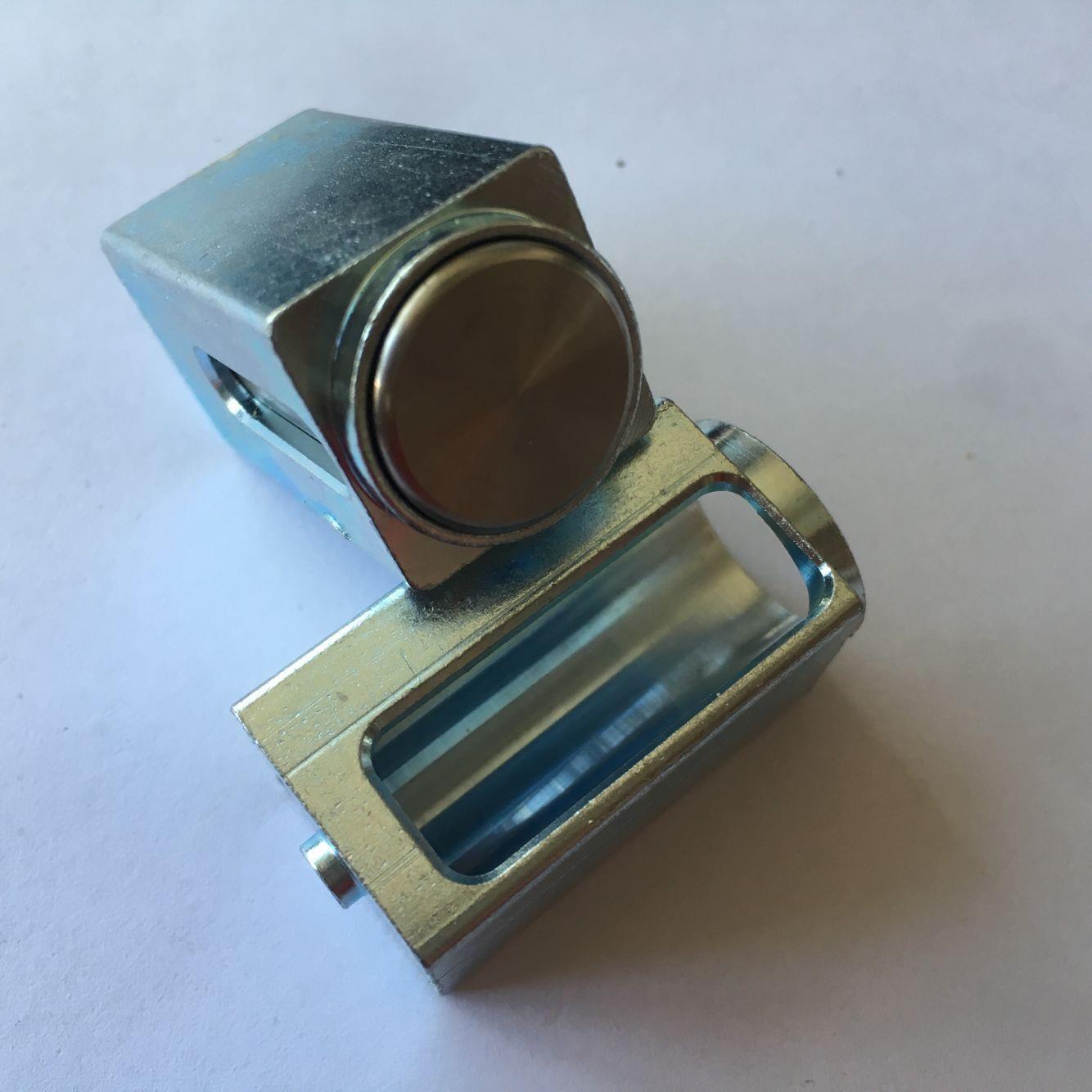
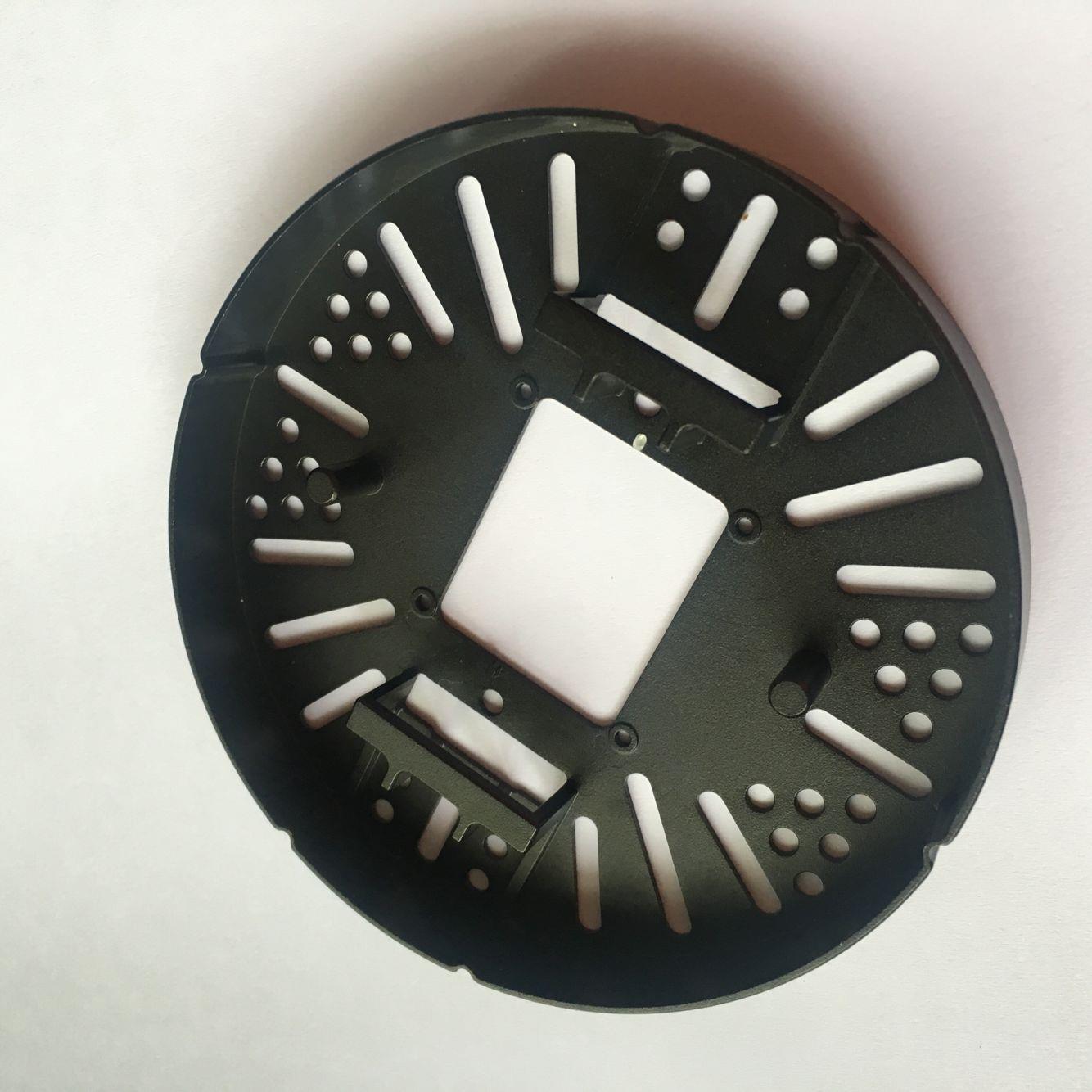
CNC加工鋁框 CNC電子鋁面板 CNC電腦鑼下沉鋁板
大型散熱器腔殼體5G腔體通訊通信電訊鋁合金殼體CNC電腦鑼殼體定做加工
4
、數(shù)控加工刀具加工能耗低,節(jié)省知造資源高速切削時
,單位功率所切削的切削層材料體積顯著增 大。如洛克希德飛機(jī)公司的鋁合金高速切削
,主軸轉(zhuǎn)速從4 000 1/…
。提高到20 000 時,切削力下降了30^
,而材料切除率增加3倍
。單位功率的材料切除率可達(dá)130?160 (⑴比‘卜撕〉,而普通銑削僅為30 ’卜撕)
。由于切除率高,能耗低